



 es
es
 English
English Français
Français Español
Español عربى
عربىTamaño de entrada/salida de fluido ...
Categoría
Productos populares
-
 Bomba de diafragma de aluminio
Bomba de diafragma de aluminio -
 Bomba de diafragma de aluminio
Bomba de diafragma de aluminioTamaño de entrada/salida de fluido ...
-
 Bomba de diafragma de aluminio
Bomba de diafragma de aluminioTamaño de entrada/salida de fluido 1,5" Tamaño de la entrada de aire 1/2...

ACERCA DE NOSOTROS
Su experto en transporte de fluidos
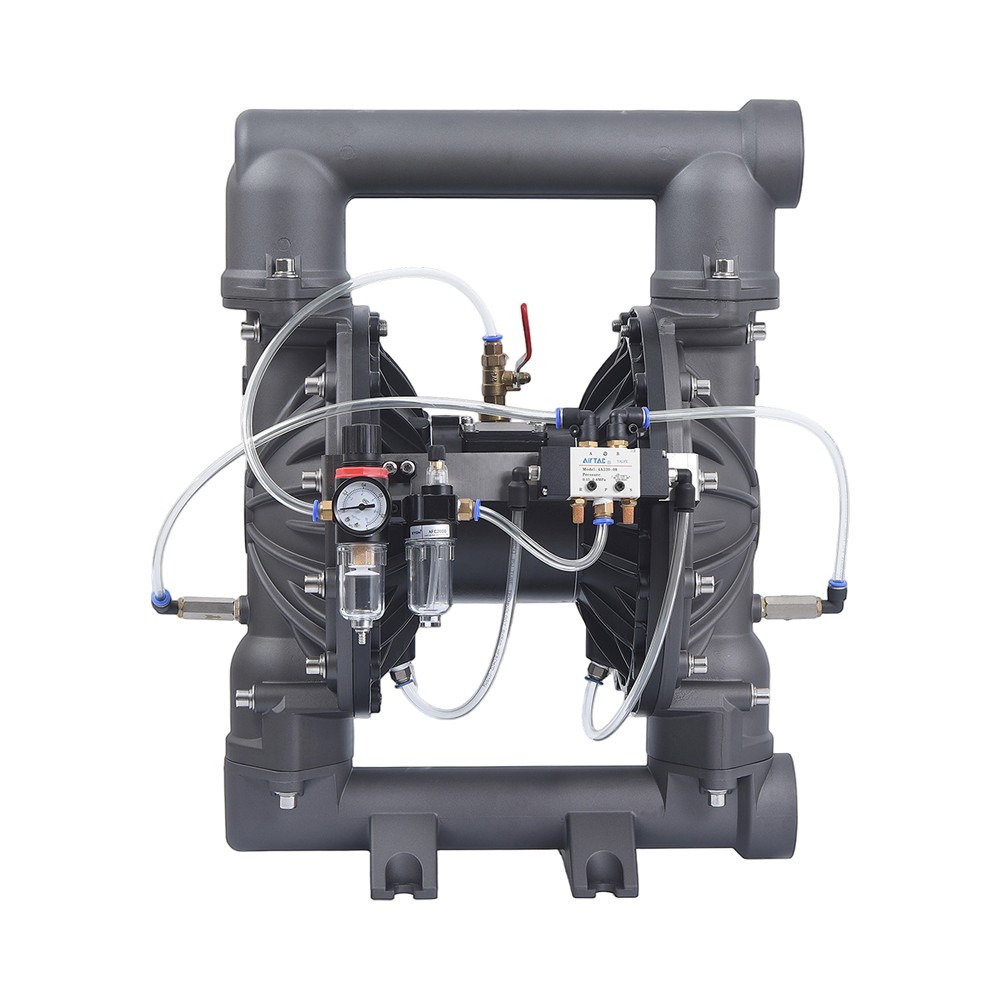
Fundada en 2006, Shanghai Haoyang Pump Valve Manufacturing Co., Ltd. es una empresa especializada dedicada al desarrollo, diseño, fabricación, venta y servicio de bombas de diafragma. Nuestra empresa cuenta con modernos talleres estándar y ha introducido equipos de automatización avanzados junto con tecnologías de procesamiento confiables. Reconocida como “Empresa de Alta y Nueva Tecnología” por el Estado en 2020, hemos obtenido múltiples patentes y todos nuestros productos han recibido la certificación CE europea, además de pasar la certificación del sistema de gestión de calidad ISO 9001.
Nuestra serie HY de bombas de diafragma operadas por aire, si bien conserva las ventajas de productos similares, ha sido meticulosamente refinada, absorbida e innovada. Se caracterizan por su respeto al medio ambiente, eficiencia energética, capacidad a prueba de explosiones, versatilidad, alta estabilidad y funcionamiento sin problemas.


-
0m²
Área base de producción
-
0+
País de exportación
-
0+
Personal técnico
-
0+
Caso de proyecto
Certificado de honor

CENTRO DE NOTICIAS
Últimas noticias y eventos comparte contigo
-
 Bombas de diafragma de acero inoxidable: la solución definitiva para la transferencia de fluidos sanitarios y corrosivos
Bombas de diafragma de acero inoxidable: la solución definitiva para la transferencia de fluidos sanitarios y corrosivosCuyo las aplicaciones industriales exigen los más altos niveles de resistencia a la corrosión, pureza del material y durabil...

-
 Cómo elegir el modelo adecuado para lograr eficiencia, durabilidad y rendimiento industrial
Cómo elegir el modelo adecuado para lograr eficiencia, durabilidad y rendimiento industrial¿Qué son las bombas de diafragma eléctricas y por qué dominan el manejo de fluidos industriales? Bombas de ...
-
 Diez preguntas críticas sobre las bombas neumáticas de diafragma respondidas por expertos de la industria
Diez preguntas críticas sobre las bombas neumáticas de diafragma respondidas por expertos de la industriaEn el complejo mundo de la transferencia de fluidos industriales, el bomba de diafragma neumática (también conoci...
-

-

-

Conocimiento del Sector de Bomba de polvo
En el ámbito de la transferencia de fluidos industriales, la bomba de polvo se presenta como una solución especializada diseñada para superar los desafíos únicos del manejo de sólidos secos a granel. A diferencia de las bombas de líquidos tradicionales, una bomba de polvo está diseñada para transportar polvos, gránulos y otros materiales abrasivos a través de tuberías cerradas utilizando principios de fluidización y presión diferencial. En Shanghai Haoyang Pump Valve Manufacturing Co., Ltd., nuestras soluciones de bombas de polvo de la serie HY están meticulosamente diseñadas para proporcionar un método libre de polvo, energéticamente eficiente y respetuoso con el medio ambiente para el manejo de materiales.
La funcionalidad principal de una bomba de polvo gira en torno a su capacidad de crear un flujo controlado de aire o gas para suspender partículas de polvo, transformándolas en un estado similar a un fluido. Esto permite el transporte fluido de materiales de un punto a otro, lo que reduce significativamente la intervención manual, la pérdida de producto y los riesgos de contaminación. Ya sea que se utilice en el procesamiento de alimentos, la fabricación de productos químicos o la construcción, la moderna bomba de polvo es indispensable para mantener altos estándares de higiene y eficiencia operativa.
Principios básicos: cómo Bomba de polvo obras
La genialidad operativa de una bomba de polvo reside en su simplicidad e ingeniería robusta. Funciona principalmente según el principio Venturi o mediante transporte neumático de fase densa. En un sistema típico, se introduce aire comprimido en la cámara de la bomba. Este aire crea un vacío que atrae el polvo hacia la cámara de mezcla. Una vez dentro, el aire y el polvo se mezclan para formar una corriente fluidizada, que luego es impulsada a través de la tubería de descarga hasta su destino.
Etapas funcionales clave:
- Etapa de Inducción: El aire comprimido genera un vacío que aspira el polvo de forma segura hacia el cuerpo de la bomba sin que se escape el polvo.
- Etapa de fluidización: Dentro de la bomba, el polvo se airea, descomponiendo los aglomerados y asegurando una mezcla consistente y homogénea, similar a un líquido.
- Etapa de transporte: El material fluidizado se empuja suavemente a través de la tubería a velocidades controladas, minimizando el desgaste del sistema y la degradación del producto.
Este diseño inteligente garantiza que el Bomba de polvo opera con Más del 95% de eficiencia energética en la fase de transporte. en comparación con los transportadores mecánicos, ya que tiene pocas piezas móviles y depende de la presión de aire directa. Nuestra serie HY en Shanghai Haoyang va más allá al incorporar colectores de distribución de aire refinados que garantizan un flujo estable y un funcionamiento sin problemas, incluso con materiales difíciles.
Análisis comparativo: bomba de polvo versus transportadores mecánicos tradicionales
Elegir el sistema de transporte adecuado es fundamental para el éxito operativo. La siguiente tabla proporciona una comparación detallada entre nuestros avanzados Bomba de polvo (ejemplificado por la serie HY) y sistemas mecánicos tradicionales como transportadores de tornillo o elevadores de cangilones.
| Característica | Bomba de polvo serie HY (neumática) | Transportadores mecánicos (tornillo/cubo) |
|---|---|---|
| Partes móviles | Mínimo (principalmente válvulas de aire) | Muchos (cojinetes, engranajes, cadenas) |
| Frecuencia de mantenimiento | Bajo ( hasta un 60 % menos de tiempo de inactividad ) | Alto (lubricación regular y reemplazo de piezas) |
| Contención de polvo | Completamente cerrado (cero fugas) | Posibles fugas en juntas y sellos |
| Degradación del producto | Transporte suave, baja degradación | Daño por alto cizallamiento e impacto |
| Flexibilidad de ruta | Alto (puede sortear obstáculos, múltiples entradas/salidas) | Rígido (solo líneas rectas) |
Como lo ilustran los datos, el Bomba de polvo Ofrece flexibilidad y limpieza superiores. El sistema cerrado de nuestra serie HY no solo cumple sino que supera los estrictos estándares de seguridad, respaldados por nuestra Certificación ISO 9001 y marcado CE europeo , asegurando que su operación cumpla con los estándares de calidad globales.
Diversas aplicaciones en todas las industrias
La versatilidad del Bomba de polvo la convierte en una tecnología fundamental en diversos sectores. Su capacidad para manejar diversos tamaños y características de partículas, desde cemento fino hasta ingredientes alimentarios frágiles, es inigualable.
Estudios de casos de aplicación:
- Industria química: Un importante fabricante de polímeros cambió a nuestra bomba de polvo serie HY para transferir dióxido de titanio. El resultado fue un Reducción del 30% en desperdicio de material y la eliminación del polvo en suspensión en la instalación, mejorando directamente la seguridad laboral.
- Alimentos y bebidas: En una planta procesadora de leche en polvo, nuestros sistemas de bomba de polvo garantizan una transferencia higiénica y sin contaminación. La suave acción fluidizada preserva la granulometría y la solubilidad del polvo, manteniendo la calidad del producto desde el silo hasta el envasado.
- Materiales de construcción: Para el manejo de cemento y cenizas volantes, el diseño resistente al desgaste de las bombas de Shanghai Haoyang demuestra una durabilidad excepcional, manejando miles de toneladas con un desgaste mínimo de los componentes.
Estas aplicaciones del mundo real resaltan cómo nuestra Bomba de polvo Las soluciones, desarrolladas en nuestros modernos talleres estándar con automatización avanzada, brindan valor tangible al mejorar la eficiencia y la integridad del producto.
Guía de mantenimiento para un rendimiento óptimo de la bomba de polvo
El mantenimiento adecuado es clave para prolongar la vida útil de su Bomba de polvo . Debido a su diseño simplista, estas bombas requieren inherentemente poco mantenimiento, pero las comprobaciones de rutina pueden evitar tiempos de inactividad inesperados.
Programa de mantenimiento recomendado:
- Diariamente: Inspeccione las líneas de aire en busca de fugas y asegúrese de que la presión del aire sea estable. Verifique el sonido de la bomba para detectar patrones de ciclos irregulares.
- Mensual: Inspeccione el diafragma y las válvulas de bola en busca de desgaste, especialmente al manipular materiales abrasivos. Limpie el regulador del filtro de aire para garantizar una calidad óptima del aire.
- Trimestral: Para bombas que manejan materiales higroscópicos, verifique que la membrana fluidizante no esté obstruida. Reemplace si la caída de presión a través de la membrana aumenta en más del 15%.
Shanghai Haoyang brinda soporte de servicio integral para todas nuestras bombas de la serie HY. Recomendamos utilizar repuestos originales para mantener la integridad del Diseño a prueba de explosiones con certificación CE . Cumplir con este programa garantiza que su bomba de polvo mantenga su alta estabilidad y su estado libre de problemas durante años.
Preguntas frecuentes (FAQ) sobre las bombas de polvo
P1: ¿Puede una bomba de polvo manejar materiales abrasivos sin desgastarse rápidamente?
R: Sí. Nuestra serie HY Bomba de polvo está diseñado con materiales resistentes al desgaste y funciona según un principio de fase densa, que mueve el material en bloques a baja velocidad. Esto reduce significativamente la velocidad de contacto con las paredes de la tubería, extendiendo la vida útil del sistema. Las pruebas muestran que nuestros componentes de desgaste duran hasta un 40 % más que los promedios de la industria. al manipular arena de sílice o cemento.
P2: ¿Es seguro utilizar una bomba de polvo en entornos explosivos?
R: Absolutamente. La serie HY Bomba de polvo Es inherentemente a prueba de explosiones ya que funciona con aire comprimido y no contiene componentes eléctricos. Además, todas nuestras bombas cuentan con la certificación europea CE, que confirma su cumplimiento de estrictas normas de seguridad para su uso en atmósferas potencialmente explosivas.
P3: ¿Cuál es la distancia máxima que una bomba de polvo puede transportar material?
R: La distancia de transporte depende de la densidad del material, la presión del aire y la configuración de la tubería. Sin embargo, con los sistemas de control de aire optimizados de nuestra serie HY Bomba de polvo , distancias de hasta 200 metros verticalmente y 500 metros horizontalmente son alcanzables, lo que los hace adecuados para diseños de plantas complejos.
P4: ¿Cómo garantiza Shanghai Haoyang la calidad de sus bombas de polvo?
R: Como empresa especializada establecida en 2006 y reconocida como "Empresa de alta y nueva tecnología" en 2020, integramos desarrollo, diseño y fabricación. Nuestras bombas se producen en instalaciones modernas que utilizan automatización avanzada. Cada serie HY Bomba de polvo se somete a pruebas rigurosas y posee múltiples patentes, lo que garantiza el respeto al medio ambiente, la eficiencia energética y la confiabilidad que nuestros clientes esperan.
ENLACES RÁPIDOS
ACERCA DE NOSOTROS
INFORMACIÓN DE CONTACTO.
-
 +86-21-66769112
+86-21-66769112
+86-21-66769113 -
 [email protected]
[email protected]
-
 NO.1438 de Calle Jinshao, Distrito de Baoshan, Ciudad de Shanghai, China.
NO.1438 de Calle Jinshao, Distrito de Baoshan, Ciudad de Shanghai, China.
CÓDIGO QR
Copyright © 2025 Shanghai Haoyang Pump Valve Manufacturing Co., Ltd. Todos los derechos reservados.

